
Aanleverspecificaties
Ontdek hier alle aanleverspecificaties voor kanten. Door de richtlijnen te volgen zal het proces van kanten beter verlopen.
Heb je een vraag over de richtlijnen of wil je hiervan afwijken, neem dan gerust contact op met één van onze professionals.
Productafmetingen
- Maximale plaatdikte voor staal is 25 mm
- Maximale plaatdikte voor RVS is 15 mm
- Maximale plaatdikte voor aluminium is 10 mm
- Maximale kantlengte is 4.300 mm
- Maximale kantlengte tussen de wangen is 3.590 mm
- Maximale kantdiepte bij kantlengte groter dan lengte 3.590 mm is 800 mm
- Maximale achter aanslag is 1.000 mm
- Het smalste zetgereedschap in ons assortiment is 20 mm.


Hoek tolerantie
Wij behouden ons de volgende toleranties ten opzichte van de nominale maat voor.
- Afwijking hoek ± 0,5
- Afwijking beenlengte (per zetting) ± 0,5 mm
Minimale afstand tot kantlijn
Sleuven, gaten en schuine zijden die te dicht bij de kantlijn zitten gaan vervormen waardoor deze veelal onbruikbaar worden. Om vervorming te voorkomen moet de afstand (rand van gat tot aan de kantlijn) groter zijn dan de breedte van het zetgereedschap (V-groef).


De minimale afstand (A) kan worden bepaald door onderstaande formules:
- Minimale afstand bij gaten: A = V / 2 – 1
- Minimale afstand bij sleuven en schuine zijden: A = V / 2 + 1
Insnijding op kantlijn
Wanneer sleuven, gaten of schuine zijden zich binnen de V-groef moeten bevinden, is het vereist om een insnijding op de buiglijn te creëren.
Voor gaten en sleuven kan de volgende verhouding worden gehanteerd:
- De lengte van de insnijding is gelijk aan de breedte van het gat of de sleuf.
- De breedte van de insnijding bedraagt minimaal 0,8 maal de plaatdikte.
Door deze verhouding aan te houden bij het aanbrengen van insnijdingen, kunnen wij hoogwaardige producten garanderen die voldoen aan de vereiste specificaties.
C- en U-profielen
Voor het kanten van C- en U-profielen maken wij gebruik van bovengereedschappen met kuip. De minimaal vereiste hoogte-breedteverhouding wordt bepaald door het type gereedschap. Om de hoogte-breedteverhouding te controleren kunt u de onderstaande tekeningen gebruiken.
| Gereedschap | Plaatdikte staal | Plaatdikte RVS | Plaatdikte aluminium |
| BIU-024 | 8 – 12 mm | 6 – 15 mm | |
| BIU-031 | tot 6 mm | tot 5 mm | tot 10 mm |
| BIU-032 | tot 6 mm | tot 5 mm | tot 10 mm |
| BIU-033 | tot 6 mm | tot 5 mm | tot 10 mm |
| BIU-235 | 8 – 12 mm | 6 – 15 mm |

W-zetting
Voor U-profielen met afwijkende hoogte-breedteverhoudingen biedt een W-zetting vaak de oplossing. Deze speciale buigtechniek maakt het mogelijk om profielen te buigen die met standaardmethoden moeilijk of onmogelijk te verwerken zijn. Echter, door de extra benodigde buigstappen (vier in plaats van twee) neemt de productietijd en -kosten toe. Daarnaast kan een subtiele aftekening van de tussenliggende zetting zichtbaar blijven in het eindproduct.

Hoewel een W-zetting vaak de meest effectieve oplossing is, zijn er enkele mogelijkheden om deze te voorkomen of te beperken:
- Materiaalkeuze: Een dunnere plaat vereist minder zetkracht en kan de noodzaak voor een W-zetting verminderen.
- Afmetingen aanpassen: Door de basis van het U-profiel breder te maken of de wanden korter te maken, kan de kans op een W-zetting verkleind worden.
- Zetvolgorde optimaliseren: Een kleine aanpassing in de afstanden tussen de zettingen kan de benodigde zetvolgorde aanzienlijk veranderen.
- Delen lassen: Door het product in meerdere delen te maken en deze vervolgens te lassen, kan het aantal benodigde zettingen verminderd worden.
Correcte radius bij kanten van plaatwerk
Bij het kanten van plaatwerk is de juiste binnen- en buitenradius van cruciaal belang voor een nauwkeurige en foutloze verwerking van uw onderdelen. Aan de hand van deze radiussen wordt bepaald of een product correct kan worden uitgevouwen en gekant. Ontbrekende of afwijkende radiussen leiden vaak tot fouten in de productie of zelfs het niet verwerken van het onderdeel.
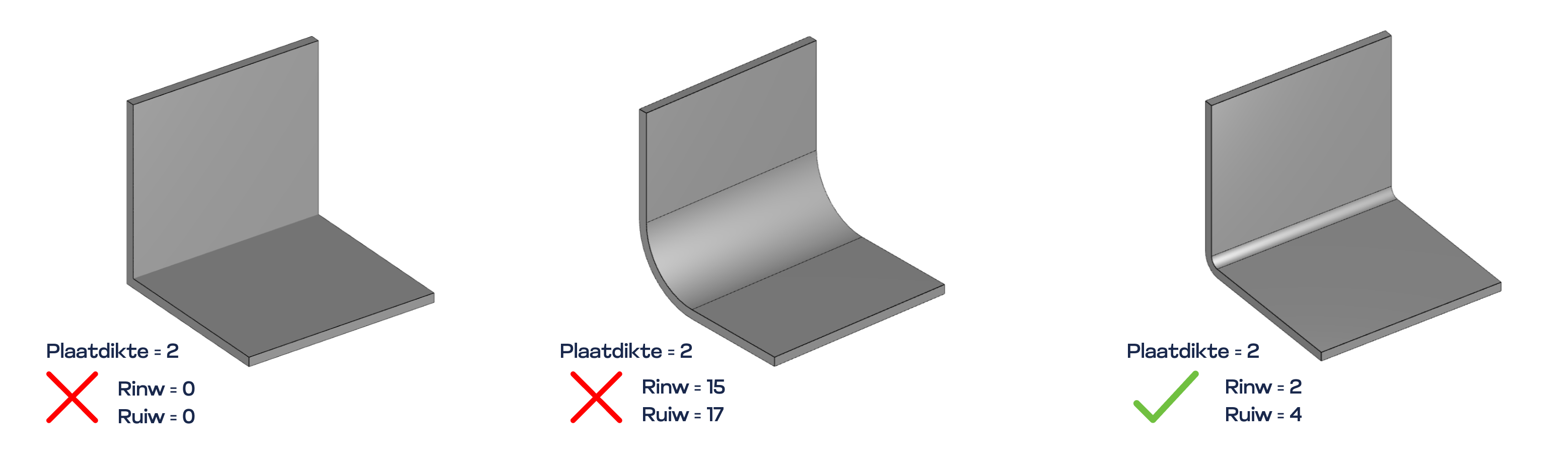

Stelregel voor 3D-tekeningen
Om fouten te voorkomen, adviseren wij bij het tekenen in 3D de volgende stelregel te hanteren:
-
Binnenradius (Rinw) = plaatdikte
-
Buitenradius (Ruiw) = 2 × plaatdikte
Buigtabellen
Onze buigtabellen vormen een belangrijk onderdeel van het kantproces. Onze buigtabellen bevatten alle relevante informatie die nodig is voor het kanten van plaatwerk, zoals de buighoek, de radius en de buiggereedschappen. Door het gebruik van deze buigtabellen kunnen we de productie-efficiëntie verhogen en tegelijkertijd zorgen voor nauwkeurige, hoogwaardige producten die voldoen aan uw specificaties.

Twijfel je aan de juistheid van je bestanden?
Vraag gerust om hulp, wij controleren ze graag voor je.
Neem contact opHemming (platdrukken)
Wij hebben de mogelijkheid om een hemming te vervaardigen. Een hemming is een kleine flens die wordt aangebracht aan het uiteinde van een plaatmateriaal. Het is een techniek die wordt gebruikt om extra sterkte en stevigheid toe te voegen aan het product. Het kan ook dienen om scherpe randen af te ronden en zo de veiligheid te verbeteren.
Voorwaarden hemming:
- Plaatdikte (D) maximaal 3 mm
- Flenslengte (F) minimaal 15 mm
- Uitslag is binnenwerkse maat + 0,75 x plaatdikte

Louvres in plaatwerk
Louvres zijn smalle verticale openingen in plaatwerk die dienen voor ventilatie of om de stroom van lucht te reguleren. Voor plaatdiktes tot en met 2 mm is het mogelijk om louvres te vervaardigen d.m.v. kanten in staal, aluminium en RVS.

Voorwaarden louvres:
- Gaten in het snijbestand tekenen als enkele snijlijn van 65 mm breed. Aanleveren in DXF/DWG/STEP
- Op werktekening (PDF) ventilatiegaten aangeven
- Minimale tussenafstand hoogte (H) is 25 mm
Minimale zet- en tussenmaat
Dit zijn de minimale maten die noodzakelijk zijn om de buiging te kunnen uitvoeren.
De minimale zetmaat (Z min) en de minimale tussenmaat (T min) worden bepaald door de dikte van het materiaal en v-groef.
| S235 | S355 | RVS | Aluminium | |||||||||
| Dikte | V-groef | Zmin | Tmin | V-groef | Zmin | Tmin | V-groef | Zmin | Tmin | V-groef | Zmin | Tmin |
| 1 | V=6 | 5 | 8 | V=6 | 5 | 8 | V=6 | 5 | 8 | V=6 | 5 | 8 |
| 1,5 | V=8 | 6 | 10 | V=10 | 7 | 11 | V=8 | 6 | 10 | V=8 | 6 | 10 |
| 2 | V=10 | 7 | 11 | V=10 | 7 | 11 | V=10 | 7 | 11 | V=10 | 7 | 11 |
| 2,5 | V=12 | 9 | 13 | V=16 | 11 | 16 | V=16 | 11 | 16 | V=12 | 9 | 13 |
| 3 | V=16 | 11 | 16 | V=16 | 11 | 16 | V=16 | 11 | 16 | V=16 | 11 | 16 |
| 4 | V=24 | 16 | 25 | V=24 | 16 | 25 | V=24 | 16 | 25 | V=24 | 16 | 25 |
| 5 | V=30 | 21 | 26 | V=30 | 21 | 26 | V=40 | 25 | 33 | V=30 | 21 | 26 |
| 6 | V=30 | 21 | 26 | V=30 | 21 | 26 | V=40 | 25 | 33 | V=30 | 21 | 26 |
| 8 | V=40 | 27 | 33 | V=40 | 27 | 33 | V=60 | 42 | 52 | |||
| 10 | V=60 | 42 | 52 | V=60 | 42 | 52 | V=60 | 42 | 53 | |||
| 12 | V=80 | 50 | 65 | V=80 | 50 | 65 | V=80 | 50 | 65 | |||
| 15 | V=80 | 50 | 65 | V=100 | 64 | 82 | V=120 | 75 | 98 | |||
| 20 | V=160 | 75 | 98 | V=120 | 75 | 98 |